 Jeden człowiek – o ile nie jest zwariowanym wodzem, któremu nieroztropni obywatele dali prawo naciśnięcia guzika uruchamiającego broń nuklearną – ma znikomy wpływ na szybkie zmiany klimatyczne na Ziemi.
Jeden człowiek – o ile nie jest zwariowanym wodzem, któremu nieroztropni obywatele dali prawo naciśnięcia guzika uruchamiającego broń nuklearną – ma znikomy wpływ na szybkie zmiany klimatyczne na Ziemi.
Trzymając się tej meteorologicznej analogii, jako kierownik serwisu masz większe możliwości. Odpowiednikiem klimatu jest kultura organizacyjna. W ciągu paru lat budowania zespołu możesz ukształtować panujący w nim klimat (kulturę organizacyjną) na znacznie korzystniejszy dla społeczności, której jesteś przywódcą. Oczywiście nie jesteś w stanie wytworzyć warunków panujących w strefie klimatycznej umiarkowanie ciepłej, jeśli objąłeś kierownictwo serwisu założonego blisko bieguna. Natomiast nie potrzebujesz żadnych kwalifikacji i uprawnień, żeby w ciągu dwóch lat przenieść serwis z Warszawy w okolice podbiegunowe.
Kultura organizacyjna
To głęboko zakorzeniony charakter firmy,
wynikający z długotrwałego stosowania formalnych i nieformalnych systemów, zasad, tradycji i zwyczajów.
To pochodna
założycieli,
dotychczasowych liderów,
obecnych liderów,
kryzysów,
wydarzeń,
historii
i wielkości.
Prowadzi do powstania rytuałów, czy też specyficznych trybów postępowania,
które wyznaczają normę zachowania w firmie
i stanowią drogowskaz dla działania pracowników w każdej sytuacji.*
Moim zdaniem najważniejszym elementem kultury organizacyjnej firmy są założenia, jakie przyświecały jej założycielowi. Ryzykując często cały swój majątek zwykle nie ujawniał ukrytych szlachetnych celów życiowych, które zamierzał dzięki temu zrealizować. Być może nawet sobie wtedy ich nie uświadamiał. Kto dzisiaj zakładając swoją pierwszą firmę jest gotów znieść rechot osób nie znających sensu swojego życia, gdy powie, że to dla innego powodu, niż kasa?
Jeśli założycielowi się poszczęściło i zarobił dużo pieniędzy, powinien poszukać odpowiedzi na pytanie: DLACZEGO chcę to ciągnąć dalej? Jednak niewielu ludzi zdobywa się na wysiłek określenia sensu swojego życia. Założyciel firmy, który znalazł odpowiedź inną, niż „bo chcę więcej PIENIĘDZY”, ukształtował kulturę organizacyjną w taki sposób, żeby jego misja życiowa była realizowana nawet wtedy, gdy go już nie będzie.
Po odejściu założyciela firma przechodzi wzloty i upadki, do kierowania nią są dopuszczani czasem bardzo profesjonalni, ale całkowicie bezideowi menedżerowie. W takich okolicznościach pierwotne elementy kultury mogą ulec zniekształceniu lub eliminacji. Dzisiaj na podstawie analizy kultury organizacyjnej nie zawsze można domyślić się, jaka idea przyświecała założycielowi firmy i czy by dzisiejszy stan zaakceptował. Bo anonimowi akcjonariusze akceptują każdą kulturę i najpodlejsze cele firmy, jeśli to jest korzystne dla notowań na giełdzie. Chciwość wyłącza racjonalne myślenie, więc „właściciele” firmy nie szukają w raporcie rocznym informacji o zmianach w kulturze organizacyjnej. I będą kiedyś za to surowo i słusznie ukarani. Ale nie zawsze. Wtedy prawdziwe koszty poniosą pracownicy i społeczeństwo. Przykładem jest bank Goldman Sachs kierowany przez Sidneya Jamesa Weinberga przez 41 lat (do 1969 roku). On sformułował główne wartości, które były przestrzegane przez pracowników banku:
- interes klientów jest najważniejszy i przedkładany ponad własny
- rzetelność i uczciwość mają kluczowe znaczenie
- dążenie do doskonałości i profesjonalizmu odniesione do każdego pracownika.
W 2012 roku Greg Smith – jeden z byłych dyrektorów banku – napisał: Kultura organizacji jest pozbawiona tkanki moralnej, interes klientów jest marginalizowany, a firma myśli tylko o własnych zyskach. (…) Bywałem na zebraniach, gdzie nawet minuty nie poświęcono temu, jak pomóc klientom. Niedobrze mi się robiło, gdy słyszałem, jak bezdusznie się rozmawia o ich oskubaniu.
W czasie kryzysu finansowego w 2008 roku sekretarz skarbu USA Hank Paulson – były prezes Goldman Sachs – wyjął z kieszeni obywateli USA kilkaset miliardów dolarów aby ratować tak działające banki. Jak mówią fachowcy z tej branży: Dziś to nie idee rządzą światem, lecz finansiści. A dokładniej – finansiści z Goldman Sachs.
Klimat organizacyjny
Przeciętny człowiek mało interesuje się klimatem, w jakim żyje. Ale czuje się zupełnie inaczej, gdy jest ciepło, niż gdy jest mróz, inaczej, gdy świeci słońce, niż gdy ciągle leje. Mówi, że dzisiaj jest dobra pogoda i chce mu się żyć, a wczoraj było duszno i nie pomogło wyjście na świeże powietrze.
Podobnie, pracownicy konkretnego zespołu mają subiektywne odczucia co do panujących w nim aktualnie „warunków atmosferycznych”. Nazywam to atmosferą pracy, chociaż w literaturze często stosuje się dosłowne tłumaczenie angielskiego organizational climate na polski klimat organizacyjny, więc tego określenia też używam.
Atmosferę pracy opisują odczucia pracowników. Autorzy artykułu Lepsze wyniki przez poprawę klimatu organizacyjnego* pogrupowali te odczucia w poniższy sposób. Zamiast definicji każdej z sześciu kategorii zacytuję pytania, które badacze zadawali ankietowanym osobom:
[table id=5 /]
Każdy kierownik wie, że nie da się efektywnie zmieniać czegoś, czego się nie mierzy. Co ciekawe, gdy taki menedżer przechodzi na jakikolwiek szczebel do polityki, na przykład na radnego lub posła, natychmiast przestawia mu się umysł o 180 stopni. Teraz bezpieczniej jest zmieniać tylko to, czego rezultatów nie da się zmierzyć.
Problem z pomiarem każdego z czynników atmosfery pracy wynika stąd, że chodzi o subiektywną różnicę miedzy oczekiwaniem każdego członka zespołu i jego oceną zaspokojenia. Teoretycznie, jeśli pracownicy mają bardzo niskie oczekiwania, które są spełniane, to atmosfera pracy wcale nie jest przez nich oceniana negatywnie.
Zapytaj członków twojego zespołu, jak oceniają obecny i pożądany poziom każdego z sześciu czynników. Niski poziom, to 0 punktów, wysoki – 100 punktów. Badania przeprowadzone na dużej liczbie pracowników przyniosły następujące zalecenie: jeśli różnica między oczekiwaniami a poziomem ich spełnienia jest przy którymś czynniku większa od 20 punktów procentowych, jest to najbardziej prawdopodobny obszar zanieczyszczania atmosfery pracy. Trzeba się tym natychmiast zająć. Dlaczego?
Wpływ atmosfery pracy na sukces firmy
Uwierz naukowcom, że poprawa klimatu organizacyjnego może szybko zmienić wyniki zespołu o 10-30%. Jako kierownik średniego oddziału serwisu możesz sprzedać usługi i części zamienne za 5 mln zł w ciągu roku. Jeśli stworzysz odpowiednią atmosferę pracy, sprzedaż oddziału wzrośnie nawet o 1,5 mln złotych. Możesz to osiągnąć bez żadnych inwestycji i w tym samym otoczeniu konkurencyjnym. Albo będzie to 1,5 mln zł mniej, jeśli zdecydujesz inaczej.
Jednak sukces finansowy nie jest twoim głównym celem. To bardzo ważny i konieczny skutek twoich działań. Pieniądze są tylko jednym z rezultatów uznania przez klientów, że twój serwis jest lepszy od konkurencyjnego. Ważniejszym celem jest osiągnięcie stałej przewagi konkurencyjnej, a to jest bardzo trudne. Musisz zastosować sposoby, których konkurenci jeszcze nie znają. A atmosfery pracy nie da się skopiować według przepisu wykradzionego konkurencji.
W organizacji, tak jak w przyrodzie, nie da się stworzyć strefy zupełnie wolnej od szkodliwych wpływów. Dlatego dbałość o klimat organizacyjny jest tym ważniejsza, im wyższy szczebel zarządzania. Nieodpowiedni człowiek na stanowisku prezesa lub dyrektora finansowego może stworzyć tak wredną atmosferę w zespole kierowniczym, że przeniesie się to na całą firmę. Wówczas można mówić o straconych wielu milionach złotych.
Dlaczego oprócz prezesa wymieniłem dyrektora finansowego? To wynik moich subiektywnych wieloletnich obserwacji osób zajmujących takie stanowiska. Większość dyrektorów finansowych nigdy nie miała okazji do zaspokojenia oczekiwań klientów, nigdy im niczego nie sprzedała. Nie traktują pracowników firmy jako swoich klientów. Ktoś, kto obserwuje świat za pomocą liczb w programie komputerowym, nie zauważa żywych ludzi, z ich zaletami, wadami, oczekiwaniami. Opowiedz proszę coś dobrego o swoim dyrektorze finansowym.
Wiadomo, że deszcz pada, bo wiatr przygonił chmury deszczowe, a gołoledź powstaje przy temperaturach niższych od zera. Co może zrobić kierownik serwisu, aby poprawić atmosferę pracy? Zwykle wystarczy, że będzie używał stylu kierowania dopasowanego do stopnia rozwoju pracownika i do sytuacji. Według naukowców Hay Group klimat organizacyjny w zespole zależy w 70% od stylów zarządzania, jakie stosuje kierownik.
O stylach kierowania
Stylów kierowania jest tyle, ilu jest kierowników. Hay Group wyróżnia sześć rodzajów stylów podając główny cel stosowania każdego z nich:
- wymuszający – celem jest uzyskanie natychmiastowego posłuchu
- oparty na autorytecie – nadanie długoterminowego kierunku i stworzenie wizji
- afiliacyjny – budowanie harmonii wśród pracowników oraz między nimi a menedżerem
- demokratyczny – budowanie zaangażowania pracowników i inspirowanie nowych pomysłów
- dyktujący tempo – perfekcyjna realizacja zadań
- kształcący – długoterminowy rozwój zawodowy pracowników.
Po przebadaniu tysięcy przypadków badacze określili wpływ każdego z sześciu stylów na każdy z czynników klimatu organizacyjnego. Pokazuje to diagram (kliknij obrazek, aby powiększyć) sporządzony na podstawie cytowanej publikacji*. Jest ważny dla firmy w stabilnej sytuacji rynkowej. Czerwona strzałka oznacza negatywny wpływ stylu kierowania na dany czynnik atmosfery pracy, zielona – pozytywny.
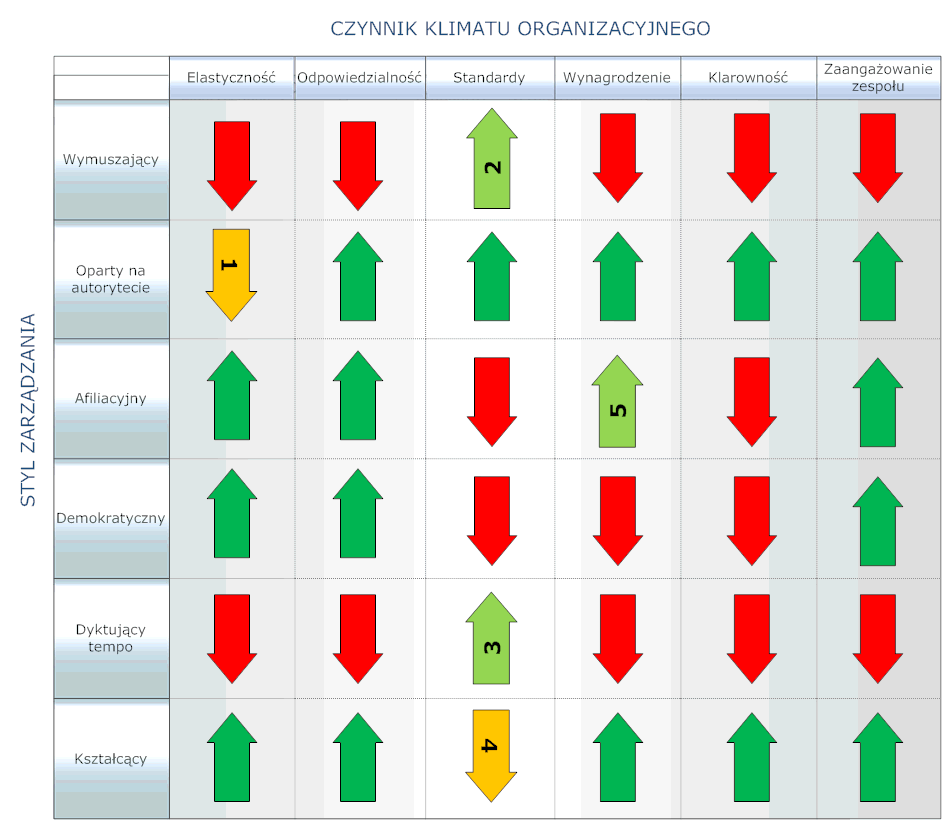
Kliknij obrazek, aby powiększyć
Jak widać największy negatywny wpływ na atmosferę pracy ma stosowanie bez uzasadnienia dwóch stylów kierowania: wymuszającego i dyktującego tempo. To nie oznacza, że są to style gorsze. Każdy styl kierowania ma zalety i wady, które ujawniają się w różnych sytuacjach.
Badania Hay Group w Polsce zostały przeprowadzone w latach 1998-2005 i pokazały, że największa różnica między oczekiwaniami a poziomem ich spełnienia dotyczy czynników: klarowność, nagradzanie i elastyczność.
Więcej informacji poszukaj w cytowanym artykule*.
Jeśli masz trochę czasu, przeczytaj 103 strony książeczki Jednominutowy menedżer i przywództwo, którą napisali Ken Blanchard oraz Patricia Zigarmi i Drea Zigarmi. Bardzo łatwo się czyta, bo to krótka powieść biznesowa. Autorzy piszą o przywództwie sytuacyjnym, czyli dopasowaniu stylu kierowania do stopnia rozwoju każdego pracownika. Nieco inaczej definiują poszczególne style, przez co według nich jest tylko cztery style kierowania. Zresztą prawie każdy guru od przywództwa definiuje własną paletę stylów kierowania. Nie ma znaczenia nazwa stylu, tylko umiejętność jego użycia w razie potrzeby. I tego możesz sam się łatwo nauczyć. A z moich badań terenowych wynika, że najpewniejsi siebie kierownicy, czyli najgorsi, jakich poznałem, stosują najczęściej ten sam styl kierowania, niezależnie od okoliczności (bo się dotąd według nich sprawdzał).
***
Trzeba pamiętać, że ludzie urodzeni i wychowani w klimacie podbiegunowym nie najlepiej się czują na równiku. W każdym razie potrzebują bardzo dużo czasu na aklimatyzację. Przeważająca część Polek i Polaków ma zapisane w genach elementy kultury folwarcznej. Tak nazwał ten rodzaj kultury organizacyjnej Janusz Hryniewicz w książce Stosunki pracy w polskich organizacjach. Trzeba więc pamiętać, że w zespole serwisu mogą się znaleźć osobniki, które całkiem odmiennie reagują na zmiany niektórych czynników klimatu organizacyjnego.
Zacznij zmieniać pogodę dla pracowników twojego zespołu.
TEMPUS FUGIT
____________________________________
* Mik Kuczkiewicz, Paweł Motyl, Monika Sielicka, Lepsze wyniki przez poprawę klimatu organizacyjnego, Harvard Business Review Polska (listopad 2006).




Najnowsze komentarze